Table of Contents
Torch Height Control (THC) Автоматическая регулировка высоты резака (далее в сокращенном виде будет указываться THC)
Проверка регулировки высоты резака
проверить номер канала АЦП
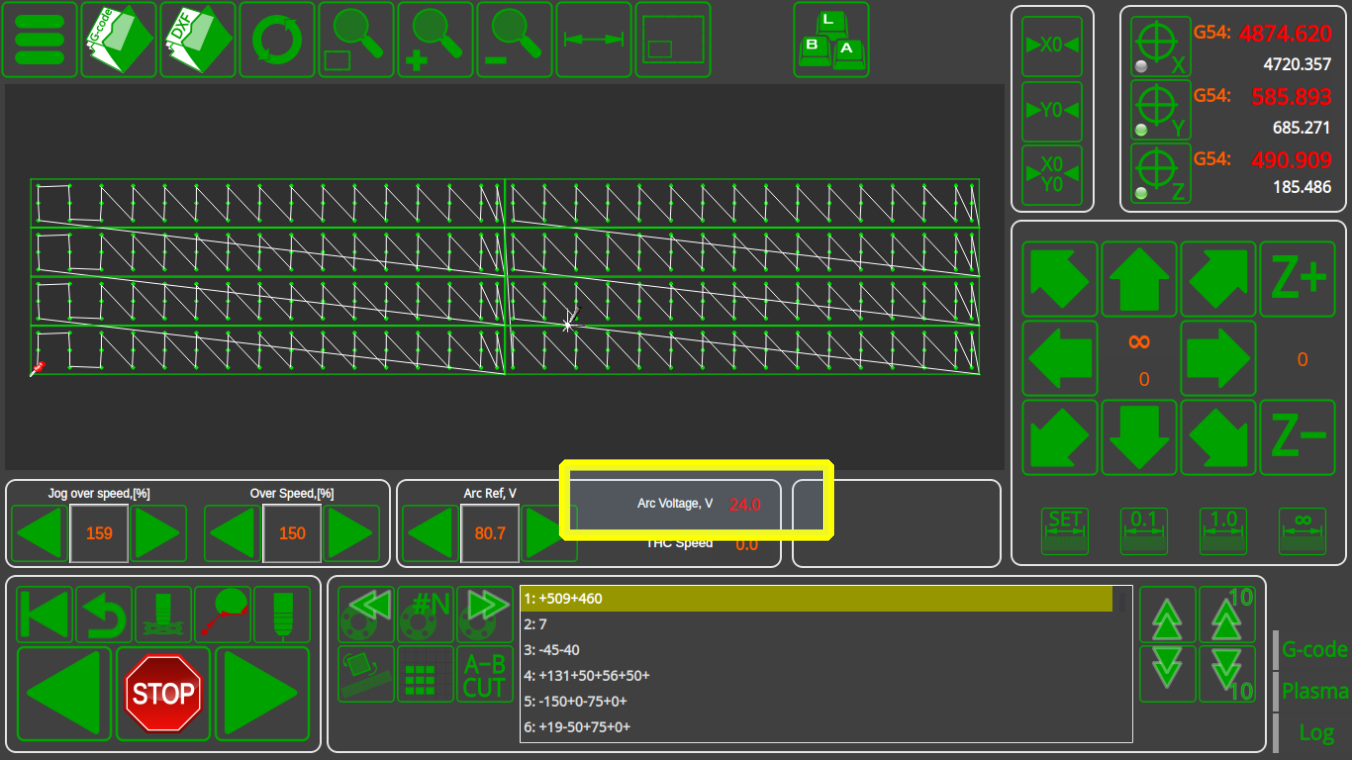
Измеренное значение напряжения дуги отображается на основном экране myCNC.
Необходимо проверить, что
- Сигнал напряжения (с делителя напряжения дуги) подключен к соответствующему входу АЦП и
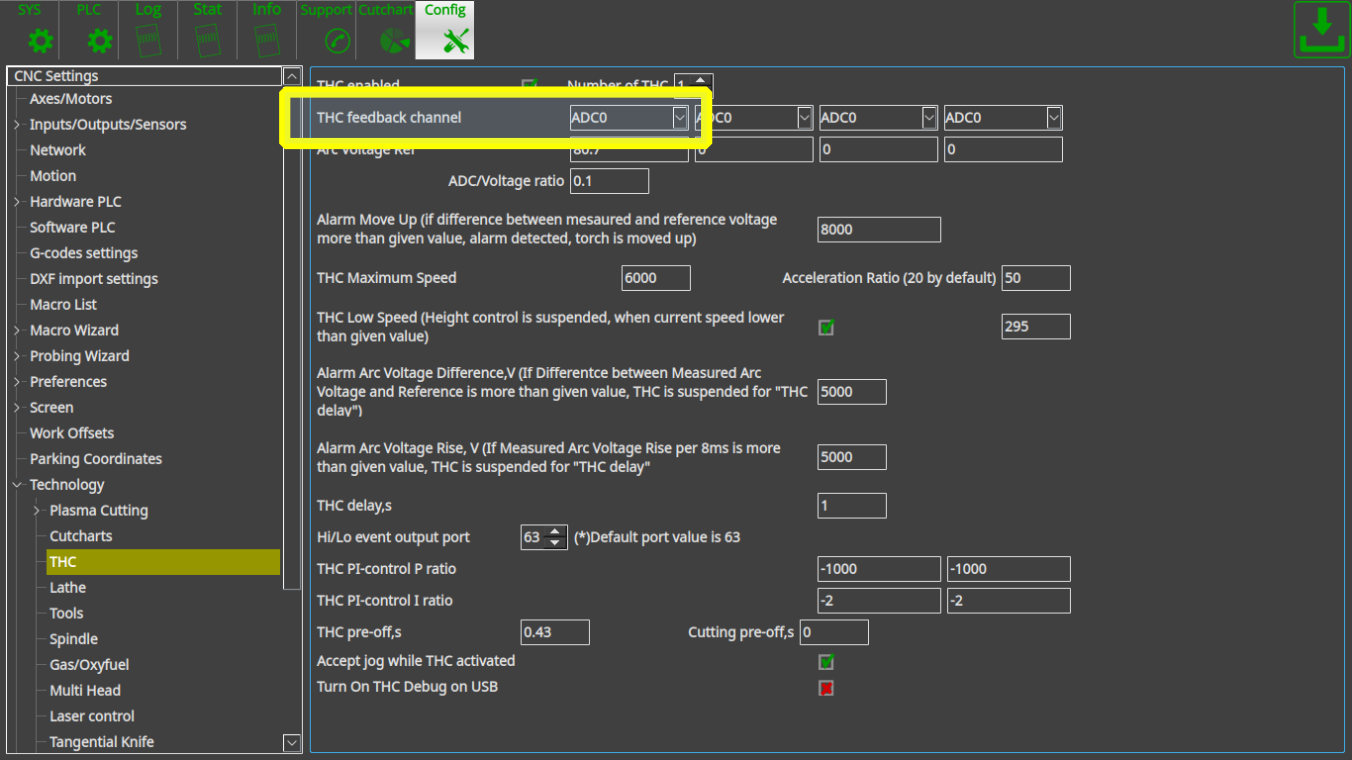
- этот номер задан в качестве обратной связи Системы регулировки высоты THC. Номер входа АЦП следует установить в диалоговом окне конфигурации THC.


Для проверки необходимо
- подключить тестовый сигнал (например тестовый источник питания 24В) к THC входу АЦП и
- проверить показания, отображаемые на экране (в случае с подключнием источника питания 24B на экране должно отобразиться 24B). Тестовый сигнал должен быть подключен через делитель напряжения дуги (не напрямую к входу АЦП платы).
Если индикация напрядения дуги отсутствует (отображается 0В), тогда
- идёте в окно “Диагностика”,
- находите номер входа АЦП, к которому подключен тестовый сигнал
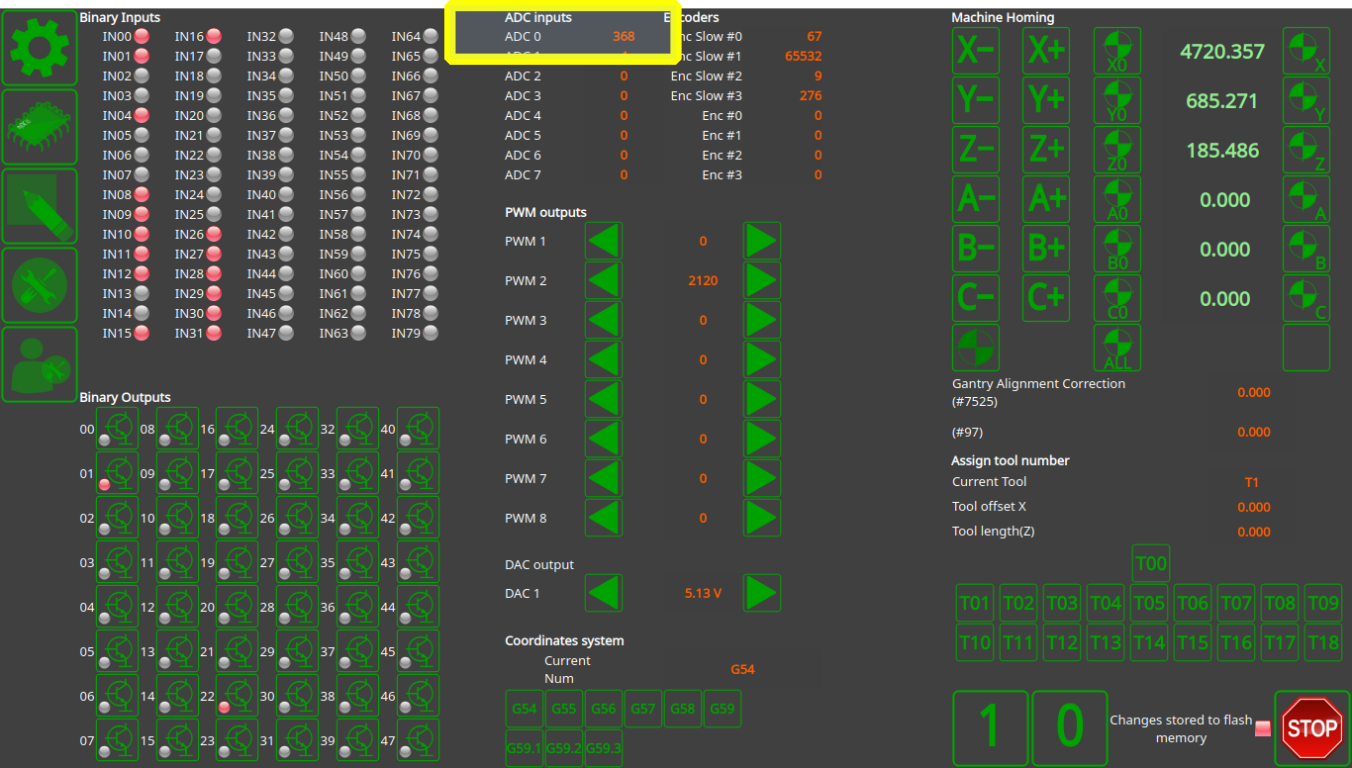
(в скриншоте из примера выше это АЦП 0 - выход#0)
- устанавливаете этот номер входа для обратной связи с системой автоматической регулировки высоты резака (THC) в THC настройках (вход обратной связи с системой THC был изменен на “АЦП 0”, нажата кнопка сохранить в правой верхней части экрана)
- Возвращаетесь в основной экран и проверяете показания напряжения дуги
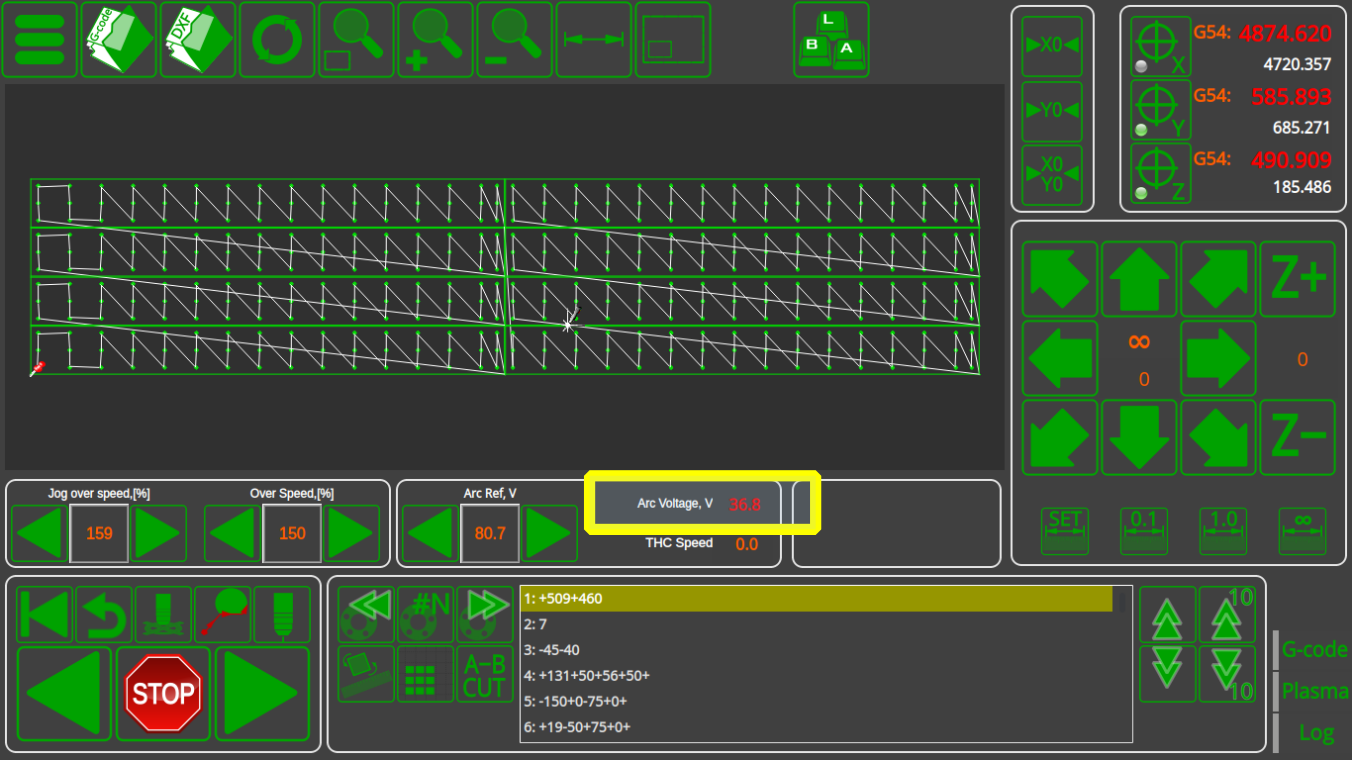
Теперь напряжение можно видеть на экране. Однако, значение напряжения неправильное (36.8В вместо 24В). Для исправления необходимо подобрать правильный коэффициент напряжения. - снова идёте в настройки THC и исправляете коэффициент “АЦП/напряжение”. Значение следует исправить в
K1=24/36.8=0.6522
Текущий коэффициент “0.1” (видно на предыдущей картинке), следовательно итоговый коэффициент должен бытьK=0.1*24/36.8=0.06522
- изменяете коэффициент, нажимаете Сохранить
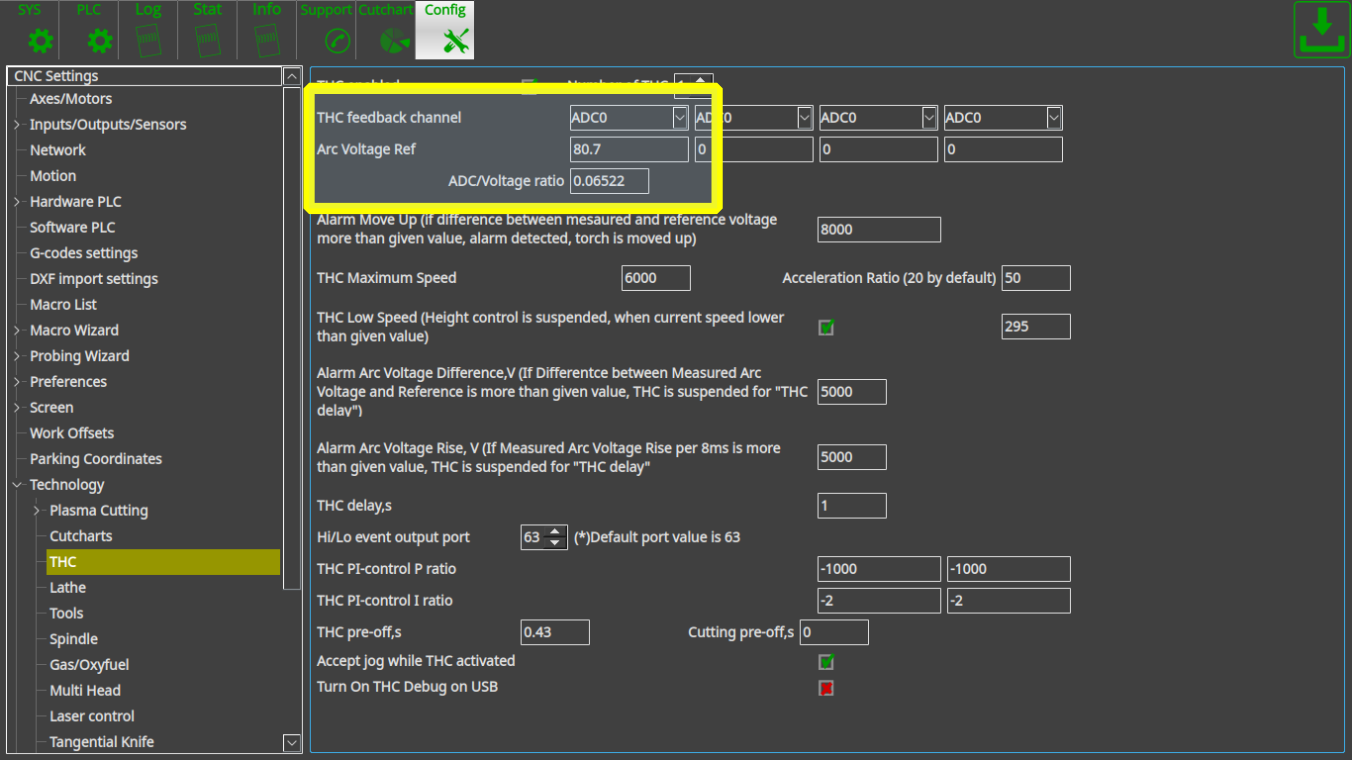
- и результат можно увидеть на основном экране





Проверить настройки THC/PID
Теперь самое подходящее время проверить настройки THC/PID по умолчанию

На скриншоте указаны значения по умолчанию, они вполне рабочие, для начальной проверки их должно быть достаточно. “Оптимальные” значения зависят от скорости машины, толщины листа, плазменного источника и типа резака.
"Разница напряжения дуги..." и "Alarm Подъем напряжения дуги" , эти настройки помогают предотвратить "ныряния" резака при переходе через рез, ф также на углах при снижении скорости резки и т.д. <code>Надо иметь ввиду, что если "Опорное напряжение THC" значительно отличается от измеренного напряжения (больше, чем заданная "разница"), система регулировки высоты резака (THC) может совсем не включиться. То есть, если система слежения THC не включается, причиной может быть неправильно заданное значение опорного напряжения и низкая величина "Разницы напряжения...". Для проверки можно временно установить значения "Разницы напряжения..." в "1000", чтобы отключить эту функцию и проверить работу THC.
Коэффициенты THC ПИ-регулятора могут отличаться в зависимости от толщины листа и типа источника плазменной резки. Чем выше абсолютные значения P-коэффициентов, тем выше скорость THC. Исходя из нашего опыта, I-коэффициенты должны быть установлены в пределах "-2...-6". Установка значений I-коэффициентов выше этого уровня может привести к колебаниям (автогенерации) скорости регулировки высоты. Значения I-коэффициента и P-коэффициента регулировки высоты напряжения дуги должны быть ОТРИЦАТЕЛЬНЫМИ. Это означает: Чем выше Напряжение Дуги (в сравнении с опорным напряжением), тем ниже должна быть Позиция
Убедитесь, что THC работает
Включите THC в настройках пользователя и сделайте пробный рез.
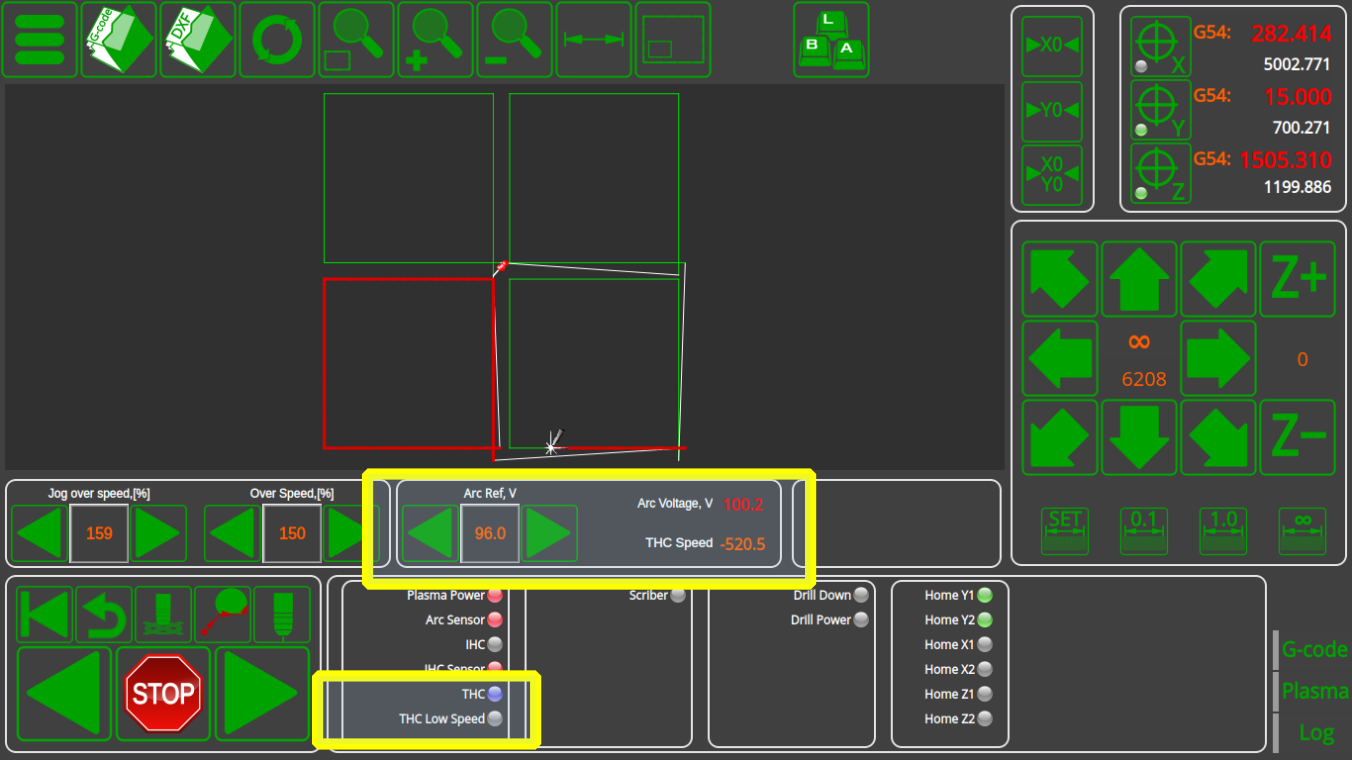
- Убедитесь, что напряжение «Arc Ref» примерно такое же, как измеренное “Arc Voltage” (напряжение дуги)
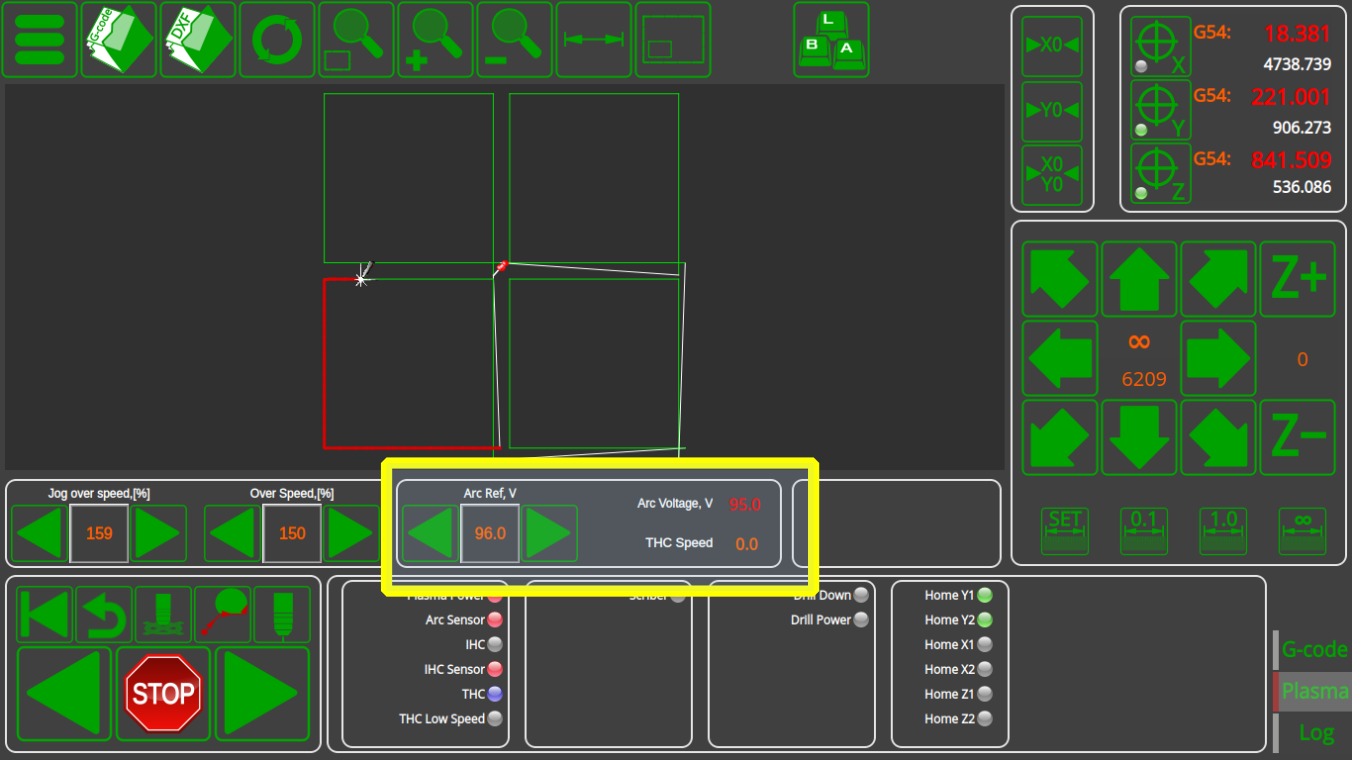
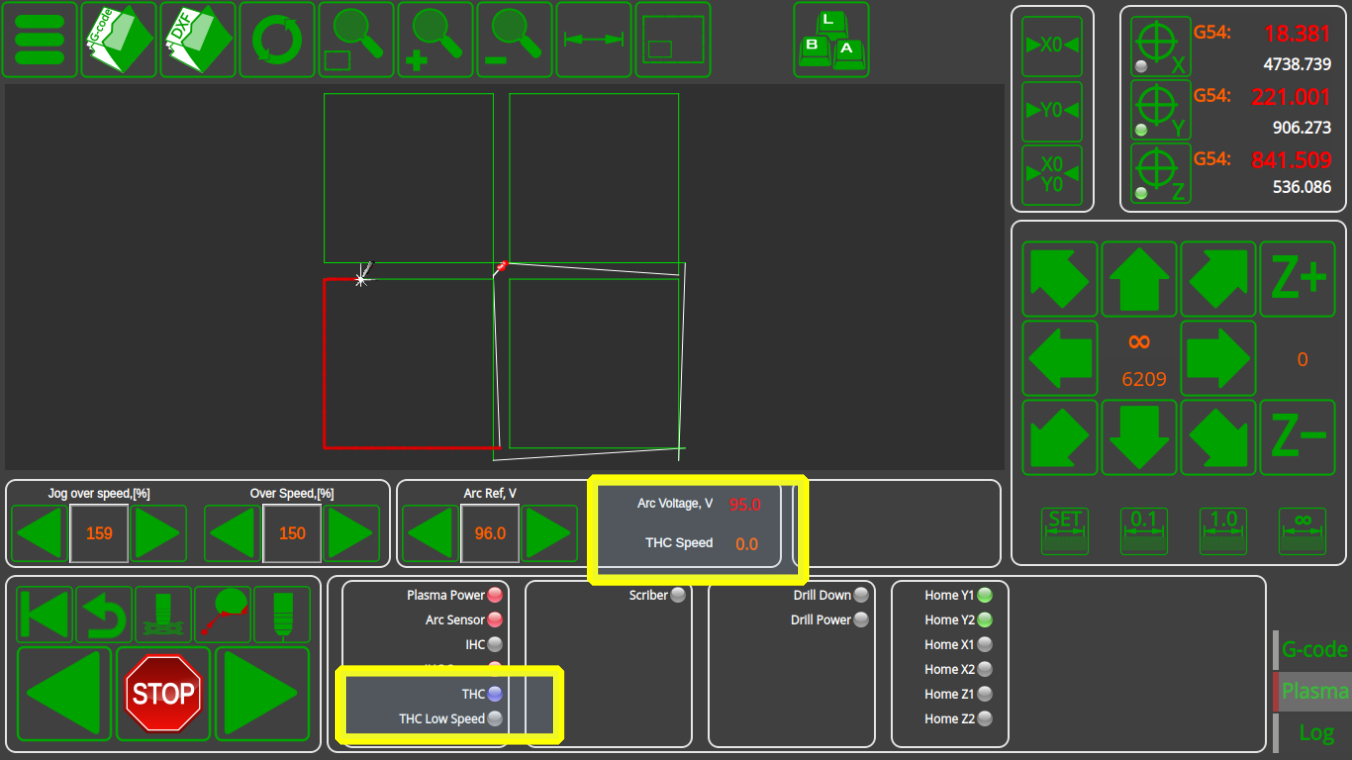
- Убедитесь, что индикатор «THC Low Speed» выключен

- На дисплее «THC Speed» должна отображаться текущая скорость регулировки высоты. Текущая реализация выводит скорость во внутренних машинных единицах, поэтому абсолютное значение «THC Speed» может не соответствовать фактической скорости машины. Однако это значение все равно полезно для настройки, поскольку вы можете увидеть следующее:
- «THC Speed = 0» означает, что THC выключен
- Если в «THC Speed» положительное значение, то THC перемещает резак ВВЕРХ (потому что напряжение дуги ниже опорного значения)
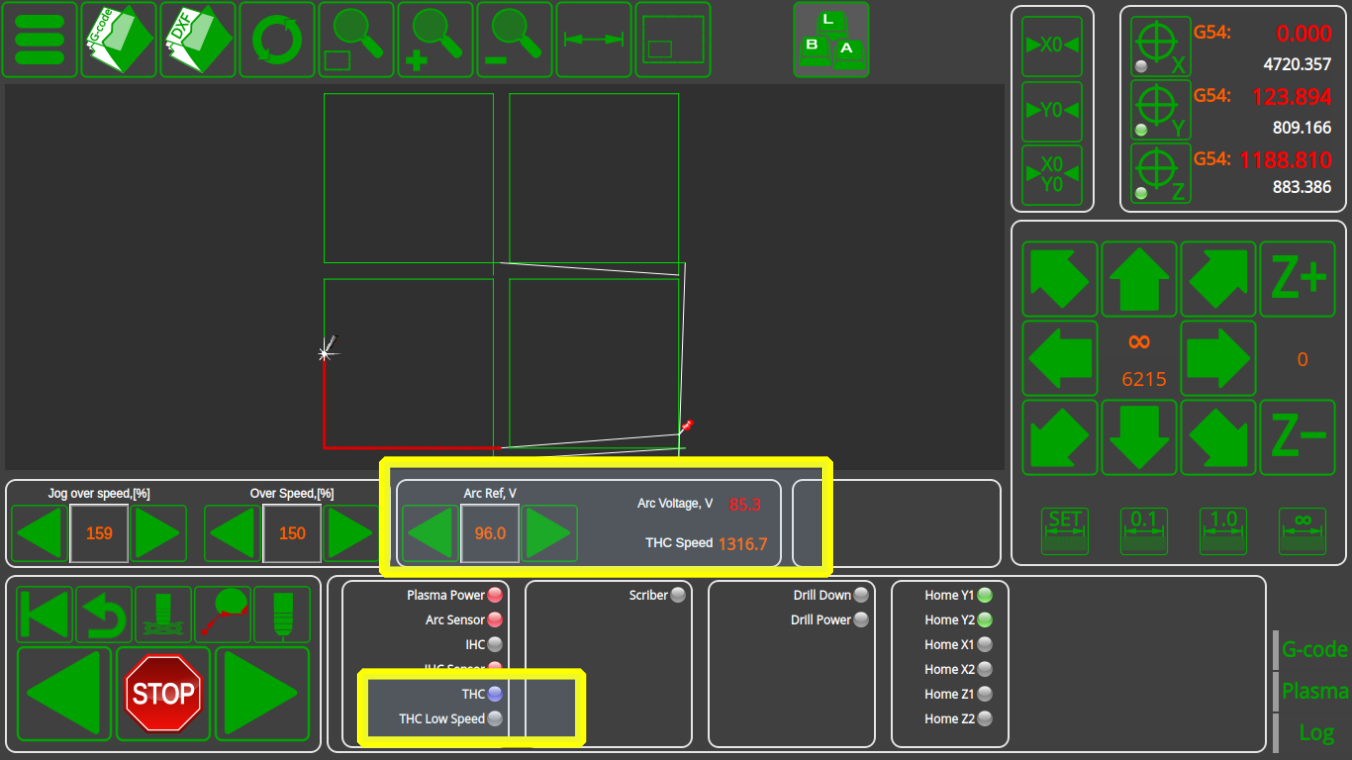
- Если в «THC Speed» отрицательное значение, то THC перемещает резак ВНИЗ (потому что напряжение дуги выше опорного значения)





Проверьте дополнительные настройки машины/пользователя
Параметр Arc Voltage Control позволяет оператору настраивать поведение THC. Подчеркивания (_) указывают, будет ли использоваться задержка запуска THC (опции с подчеркиванием имеют задержку запуска THC, в то время как опции без подчеркивания будут игнорировать паузу для задержки запуска THC).

- THC OFF - система THC выключена.
- Table - за опорное напряжение дуги для регулировки высоты берется предварительно определенное значение (которое может быть загружено из таблиц резки - cutcharts - или же выставлено оператором). Задержка запуска THC игнорируется.
- Measure - Значение напряжения дуги непосредственно перед запуском THC будет сохранено и использовано в качестве опорного напряжения для процесса THC. Задержка запуска THC игнорируется.
- _Table - опция аналогична Table, с предопределенным значением опорного напряжения, однако в этом случае будет использоваться задержка запуска THC.
- _Measure - аналогично Measure, значение опорного напряжения записывается контроллером до запуска THC. В этом случае также будет использоваться задержка запуска THC.
- Measure 1V - измеряется опорное напряжение (аналогично настройке Measure), но в ситуациях где напряжение сильно меняется, то новое значение опорного напряжения изменится максимум на указанное значение (например, 1В)
- К примеру, если предыдущее опорное напряжение было равно 125В, а измеренное значение равно 130В, то новое опорное напряжение будет выставлено на 126В.
- Максимальное изменение опорного напряжения задается в настройках THC (Settings > Config > Technology > THC):

- _Measure 1V - аналогично обычному Measure 1V с задержкой пуска THC.
Опытный оператор может также контролировать опорное напряжение дуги вручную, в ситуациях где надо немного поднять/опустить резак, однако вышеописанная система позволяет полностью автоматическое управление высотой резака.
ПРИМЕЧАНИЕ: Для большинства машин рекомендуется выставлять некоторую задержку запуска THC, чтобы предотвратить рывки резака при начале резки.
Установка подходящего справочного значения напряжения

Проверка работы регулироки высоты (THC)
В настройках пользователя включите THC и сделайте тестовый рез.
- Проверьте что “Опорное напряжение” дуги и измеренное “Напряжение дуги” имеют схожие значения
- проверьте, что светодиод на основном экране “THC низкая скорость” выключен
- Окно “Скорость THC” должно показывать текущую скорость THC. “Скорость” отображается во внутренних единицах, поэтому абсолютное значение “скорость THC” может не иметь смысла, но из значения можно определить следующее-
- “Скорость THC = 0” означает, что THC выключена
- “Скорость THC” выше нуля - Система регулировки высоты (THC) перемещает резак ВВЕРХ, при этом,обычно, значение Напряжения дуги (и текущая высота) ниже опорного значения
- “Скорость THC” ниже нуля -Система регулировки высоты (THC) перемещает резак ВНИЗ, значение Напряжения дуги (и текущая высота) выше опорного значения
Пока это всё, что касается, проверки работы системы регулировки высоты резака (THC). Статья может быть дополнена при необходимости в соответствии с поступением вопросов и предложений пользователей.
Registers to control THC
| Variable Name | Value | Comments |
|---|---|---|
| THC #0 | ||
| GVAR_THC0_ARC_VOLTAGE_REF | 7011 | Arc Voltage Reference value. This register is written while Load Cutcharts. It can be updated automatically if THC is activated in “Measure” mode. In this case, after THC activated and given “THC delay” controller measures real Arc Voltage, save this value as “Arc Reference” and keeps this value during the cut. Rotary encoder can be connected to this register to implement on-the-fly Arc Voltage adjustment |
| GVAR_THC0_ARC_VOLTAGE_ADJ | 7012 | Adjustment Value for Reference Arc. Either potentiometer or rotary encoder can be connected to this register to be able to adjust Arc Voltage reference on the fly VolategArc Voltage Reference value. |
| GVAR_THC0_ARC_VOLTAGE_REF2 | 7013 | Register contains sum of Arc Voltage Reference register (#7011) and Adjustment register (#7012). The software automatically updates register value if any of register 7011,7012 is changed. The register is available for reading to display adjusted Arc Voltage reference value |