MyCNC Shop
MyCNC website
myCNC Price List
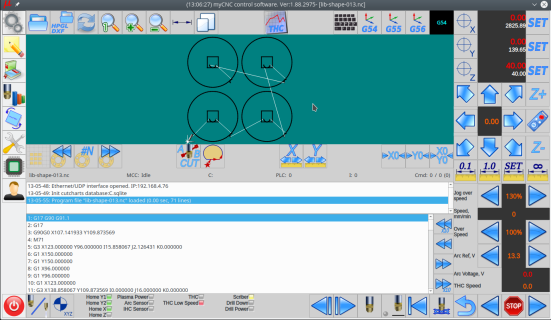
Plasma configuration example for profile X1366P
Plasma configuration example for old-style profile 1024P-V2 (DEPRECATED)
Basic plasma theory